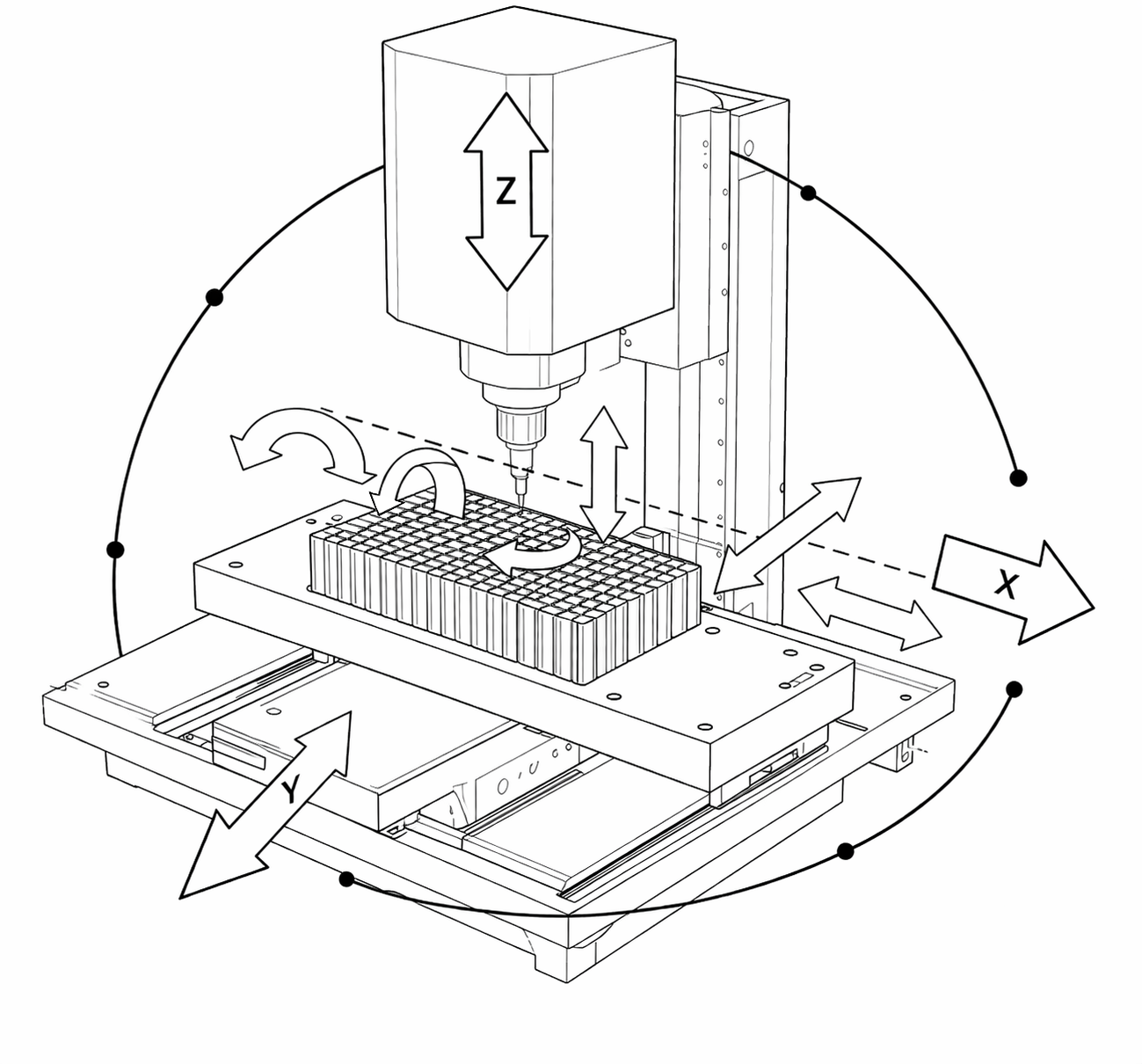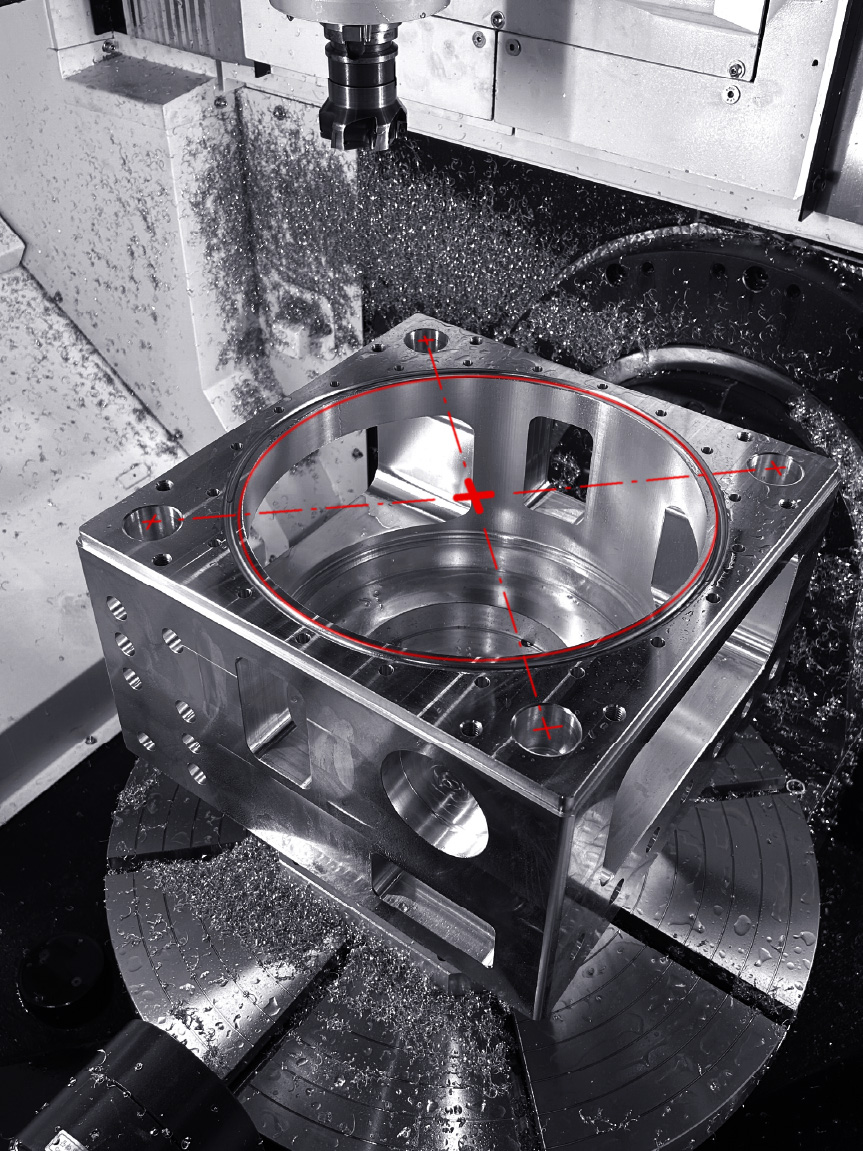
半导体产业真空腔体执行空间精度补偿示意图
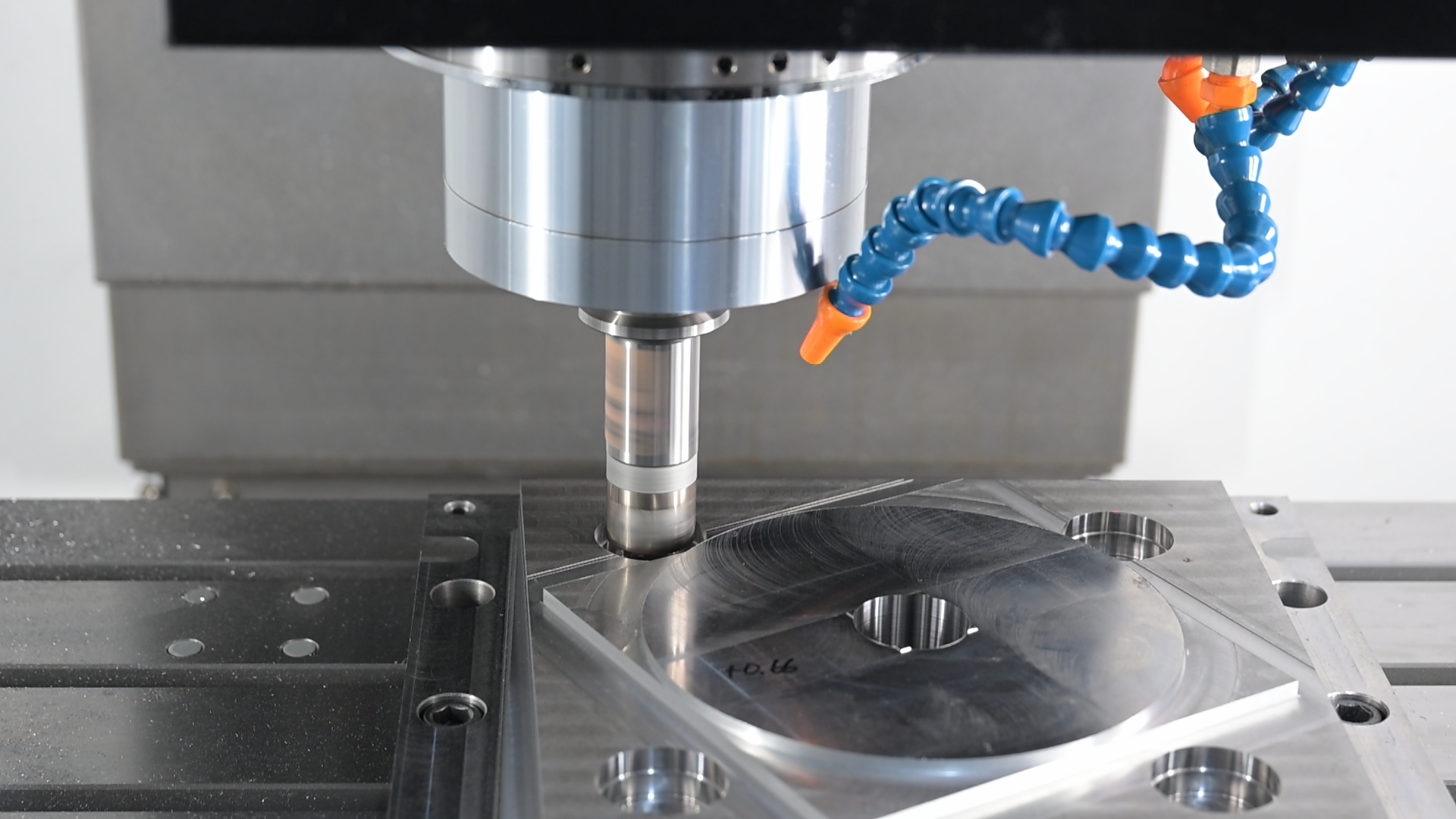
在 CNC 加工领域中,很多人习惯用“定位精度”或“重复定位精度”来判断一台机床的表现,但对于真正的高精密加工而言,这样的理解其实并不完整。
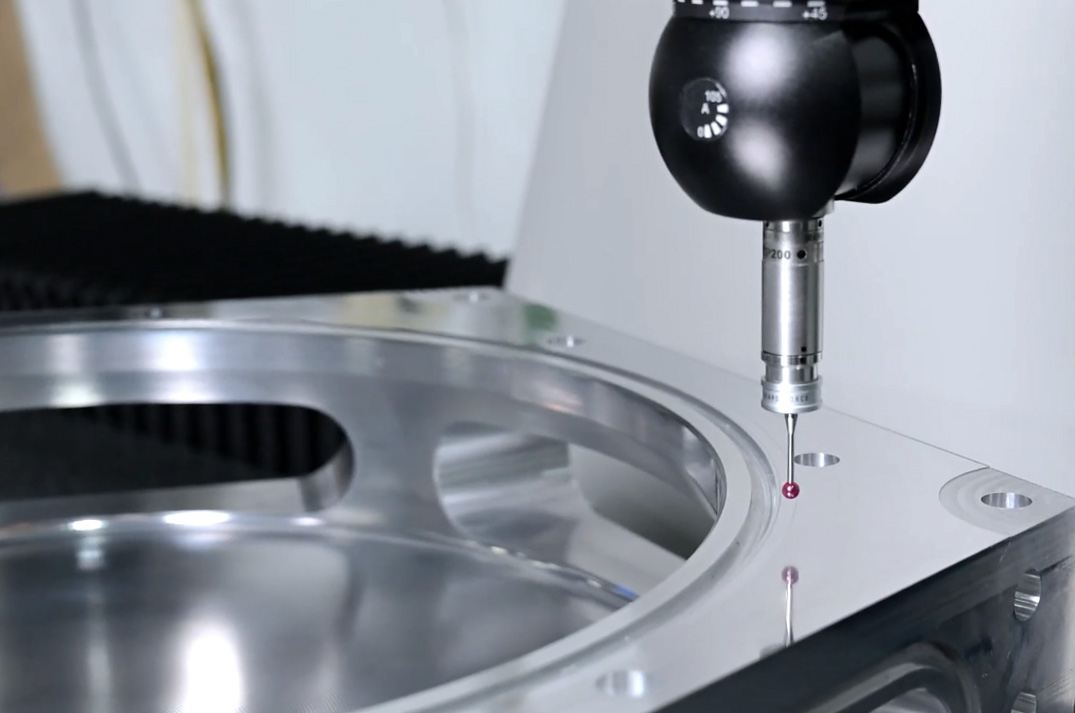
因为在实际加工过程中,刀具并不是只沿着单一轴向移动,而是在三维空间中进行复合运动。真正影响加工结果的,不只是某一个轴能不能准确到位,而是刀具在整个加工空间中的位置与姿态,是否都能维持一致的几何精度。
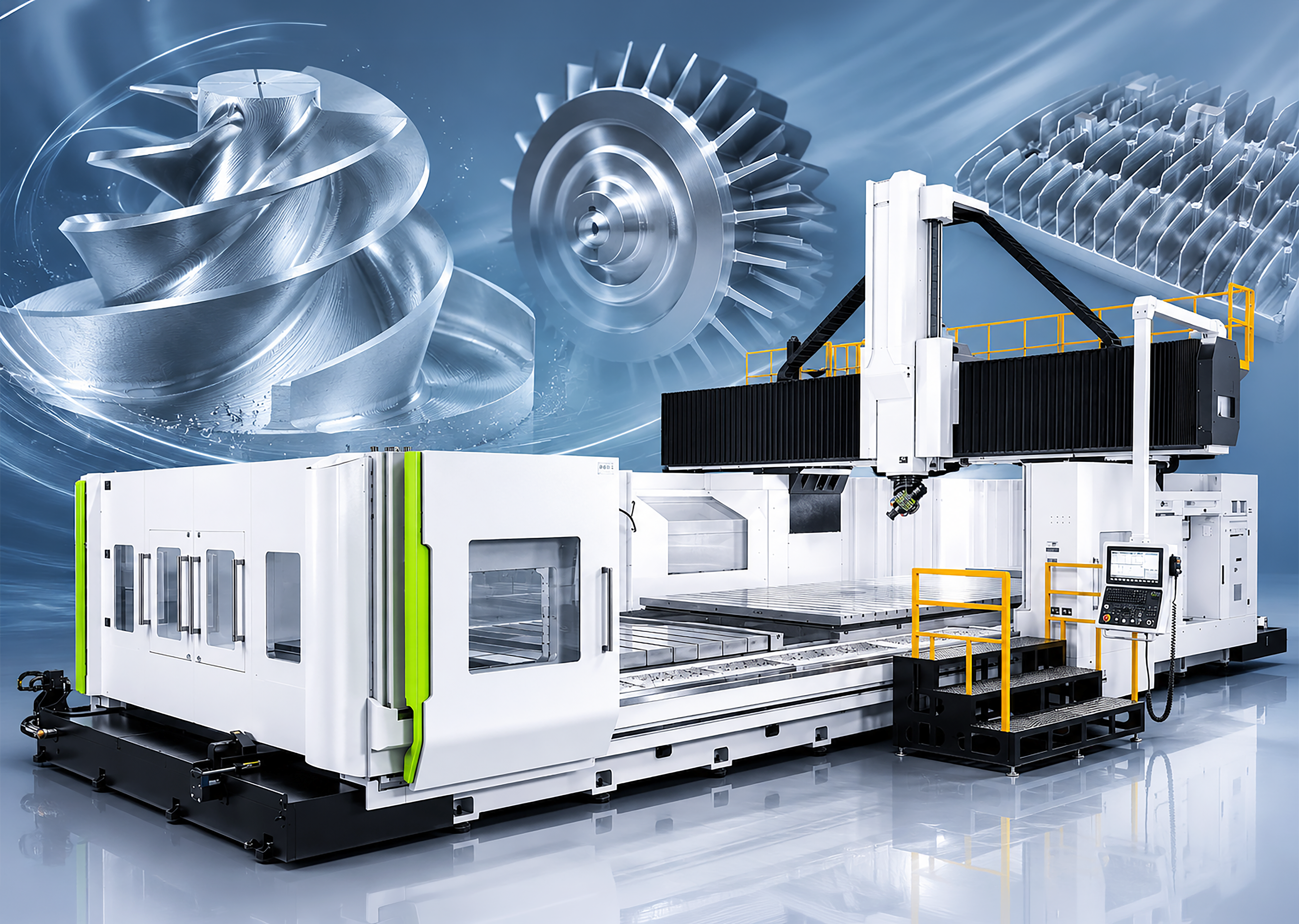
这也是为什么近年来,高阶 CNC 工具机越来越重视一个关键概念:空间精度误差补偿(Micro-Stability Concept)。
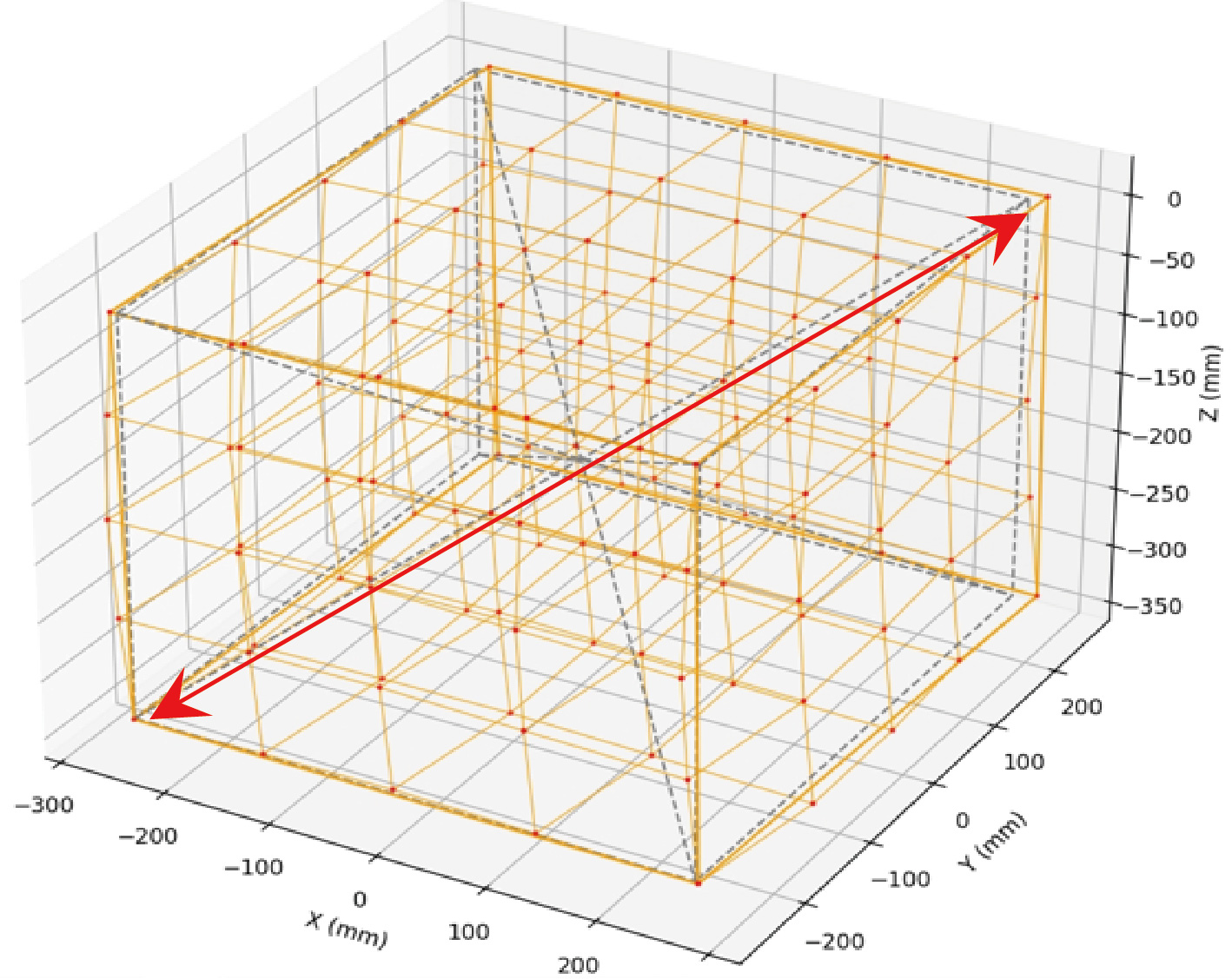
简单来说,空间精度补偿技术并不是只修正某一条轴线上的误差,而是针对整台机床在三维加工空间内所累积的几何误差进行分析、建模与补正,让刀具在不同位置、不同高度、不同运动路径下,都能维持更高的一致性与精度稳定性。
对于半导体零件、模具、精密机械、航天零件,甚至是需要高孔位精度与高几何公差控制的工件而言,这项技术的重要性正在快速提升。